How Are Manufacturing IT Needs Different from Other Industries
Manufacturing IT environments are fundamentally different from typical office setups because they integrate information technology with operational technology that directly controls production equipment. While your accounting firm’s server going down means delayed emails, a manufacturing network issue can shut down entire production lines, halt automated systems, and cost thousands of dollars per minute.
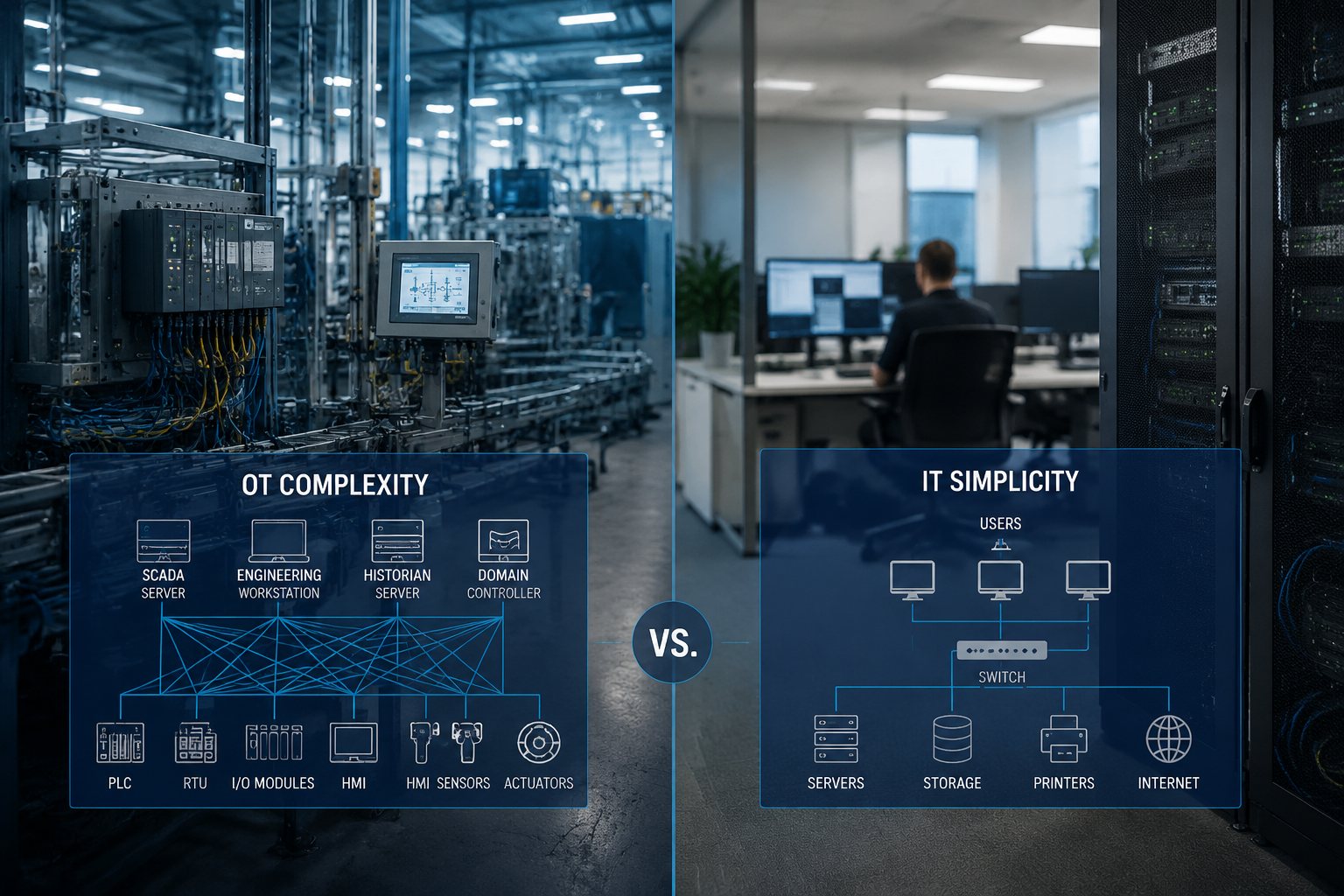
The key difference lies in operational technology (OT) systems like programmable logic controllers (PLCs), supervisory control and data acquisition (SCADA) systems, and human-machine interfaces (HMIs). These systems run your production equipment and often operate on different networks, protocols, and security requirements than standard business IT infrastructure.
Manufacturing environments also face unique constraints:
- Production schedules that make maintenance windows extremely limited
- Legacy industrial equipment that may run on outdated but critical software
- Regulatory compliance requirements for industries like food, pharmaceuticals, or automotive
- Integration challenges between modern IT systems and older OT infrastructure
- Safety considerations where system failures can create physical hazards
Most traditional MSPs have never worked with industrial control systems, don’t understand manufacturing workflows, and treat production environments like oversized office networks. This fundamental misunderstanding leads to costly mistakes, unnecessary downtime, and security vulnerabilities that put your entire operation at risk.
What Exactly Are Managed IT Services for Manufacturing
Managed IT services for manufacturing companies provide comprehensive technology support that covers both traditional business IT systems and industrial operational technology environments. Unlike standard business IT support, manufacturing-focused managed services understand the critical relationship between your office computers and the systems that run your production equipment.
These services typically include 24/7 monitoring of both IT and OT networks, proactive maintenance scheduled around production requirements, and specialized cybersecurity protection for industrial control systems. Your managed service provider becomes a reliable partner who understands that a network issue isn’t just an inconvenience—it’s a potential production shutdown.
Core manufacturing IT services include:
- Network infrastructure management for both office and plant floor systems
- Industrial cybersecurity monitoring and threat detection
- Backup and disaster recovery planning with minimal downtime requirements
- Help desk support that prioritizes production-critical issues
- Compliance management for industry-specific regulations
- Integration support between business systems and manufacturing execution systems (MES)
The best manufacturing MSPs also provide strategic technology planning that aligns IT investments with production goals, supply chain integration support, and business continuity planning that keeps operations running during emergencies. They offer personalized service that adapts to your specific manufacturing processes rather than applying generic IT solutions.
Why Most MSPs Fail Manufacturing Companies

The majority of managed service providers fail manufacturing clients because they approach industrial environments with the same strategies they use for law firms or medical practices. This fundamental mismatch creates serious problems that can cost manufacturers significant money and operational disruption.
Lack of OT Knowledge represents the biggest failure point. Most MSPs have never worked with programmable logic controllers, industrial networks, or SCADA systems. When they encounter these systems, they either ignore them entirely or treat them like standard computers, creating security vulnerabilities and operational risks.
Reactive Support Models don’t work in manufacturing environments where downtime costs escalate quickly. Traditional MSPs often operate on business-hour support schedules with next-day response times, but manufacturing equipment failures need immediate attention regardless of the time or day.
Poor Change Management becomes critical when any system modification could impact production. Standard MSPs might push software updates or make network changes without understanding how these modifications affect manufacturing operations, leading to unexpected downtime and production delays.
Limited Cybersecurity Expertise in industrial environments leaves manufacturers vulnerable to specialized attacks targeting operational technology. Office-focused security solutions don’t address the unique vulnerabilities in manufacturing networks where production systems connect to business networks.
Inadequate Uptime Focus shows when MSPs prioritize cost savings over operational continuity. Manufacturing companies need providers who understand that spending more on redundant systems and proactive monitoring delivers better value than cheaper reactive solutions that risk production interruptions.
These failures create real operational consequences, including unplanned downtime, security breaches that affect production systems, compliance violations, and frustrated staff who can’t get timely support for critical manufacturing systems.
What Are the Biggest Technology Challenges in Manufacturing Right Now
Manufacturing companies in 2026 face unprecedented technology challenges as they balance digital transformation needs with operational reliability requirements. The biggest challenge involves integrating modern IT systems with legacy industrial equipment while maintaining the rock-solid uptime that production demands.
Cybersecurity threats targeting manufacturing have increased dramatically, with attackers specifically focusing on industrial control systems and supply chain vulnerabilities. These attacks can shut down production lines, steal proprietary manufacturing data, or disrupt automated safety systems, making industrial cybersecurity expertise essential.
Skills gaps in manufacturing IT create ongoing challenges as traditional IT staff lack OT knowledge, while manufacturing engineers don’t have modern cybersecurity training. This knowledge gap leaves critical systems managed by people who understand either the technology or the manufacturing process, but rarely both.
Supply chain technology integration has become crucial as manufacturers need real-time visibility into supplier systems, inventory management, and logistics coordination. Connecting these external systems securely while maintaining operational control requires specialized expertise most internal IT teams don’t possess.
Compliance and regulatory requirements continue expanding, particularly around cybersecurity frameworks like NIST and industry-specific regulations. Manufacturing companies must demonstrate security controls for both business and operational systems while maintaining detailed audit trails and incident response capabilities.
Legacy system modernization presents ongoing challenges as critical manufacturing equipment may run on decades-old software that can’t be easily updated or replaced. Manufacturers need strategies that protect these systems while gradually modernizing infrastructure without disrupting production.
Choose manufacturing-focused managed IT services if your company operates production equipment, has integrated business and manufacturing systems, or faces regulatory compliance requirements that standard business IT providers don’t understand.
What Cybersecurity Risks Are Unique to Manufacturing Networks
Manufacturing networks face distinct cybersecurity risks because they blend traditional business IT systems with industrial operational technology that controls physical production processes. These environments create unique attack surfaces that office-focused security solutions simply can’t address effectively.
Industrial control system attacks target the programmable logic controllers, SCADA systems, and human-machine interfaces that run your production equipment. Unlike office network breaches that steal data, these attacks can physically damage equipment, disrupt production schedules, or create safety hazards for workers.
Supply chain cybersecurity vulnerabilities emerge when your manufacturing systems connect to supplier networks, customer portals, or logistics platforms. Attackers often use these trusted connections to move laterally into your production systems, bypassing traditional network security perimeters.
Legacy system vulnerabilities persist because critical manufacturing equipment often runs on older software that can’t be patched or updated without risking production disruption. These systems need specialized protection strategies that don’t interfere with operational requirements.
Insider threat risks increase in manufacturing environments where production staff, maintenance contractors, and temporary workers need access to both business and operational systems. Managing these access requirements while maintaining security controls requires manufacturing-specific expertise.
Physical security integration becomes critical when cyber attacks can affect physical safety systems, emergency shutoffs, or environmental controls. Manufacturing cybersecurity must consider how digital breaches might create physical risks to people and equipment.
Effective manufacturing cybersecurity requires segmented networks that separate business and operational systems, specialized monitoring for industrial protocols, and incident response plans that prioritize production continuity while addressing security threats. Standard business security approaches don’t account for these manufacturing-specific requirements.
What to Look For in Manufacturing-Focused Managed IT Services

The right managed IT services for manufacturing companies should demonstrate a deep understanding of both information technology and operational technology environments. Look for providers who can explain how your business systems integrate with production equipment and who prioritize operational continuity over cost savings.
OT Awareness and Certifications represent the foundation of manufacturing IT expertise. Your MSP should understand industrial protocols like Modbus, Ethernet/IP, and Profinet, and have staff with relevant certifications from organizations like ISA (International Society of Automation) or relevant vendor certifications for your specific equipment.
24/7 Monitoring and Same-Day Support become non-negotiable when production equipment failures cost thousands per hour. Look for providers who offer genuine around-the-clock monitoring with escalation procedures that prioritize production-critical issues and guarantee rapid response times for manufacturing emergencies.
Downtime Prevention Strategies should focus on proactive maintenance, redundant systems, and careful change management that minimizes production disruption. The best manufacturing MSPs schedule maintenance during planned downtime and use staging environments to test changes before implementing them in production.
Industrial Cybersecurity Expertise must address the unique security requirements of manufacturing networks. Your provider should understand network segmentation strategies, industrial protocol security, and compliance frameworks relevant to your industry while maintaining the operational reliability your production demands.
Business Continuity Planning specifically designed for manufacturing environments should include rapid recovery procedures, alternative production strategies, and supply chain communication protocols. Look for MSPs who understand that your business continuity requirements differ significantly from those of office-based businesses.
Personalized Service and Industry Expertise ensure your MSP understands your specific manufacturing processes, regulatory requirements, and operational priorities. The best providers assign dedicated account managers who learn your business and provide straightforward pricing without hidden fees for manufacturing-specific services.
How Much Do Typical Manufacturing IT Support Packages Cost
Manufacturing IT support costs typically range from $ 150 to $ 400 per user per month, with pricing varying significantly based on the complexity of your operational technology environment and uptime requirements. Unlike standard business IT support, manufacturing packages must account for 24/7 monitoring, specialized OT expertise, and enhanced security requirements.
Small manufacturing companies (5-25 employees) can expect to pay $2,500-6,000 monthly for comprehensive managed services that include both business IT and basic OT monitoring. This typically covers network management, cybersecurity, help desk support, and proactive maintenance scheduled around production requirements.
Mid-sized manufacturers (25-100 employees) often invest $6,000-15,000 monthly for advanced manufacturing IT services including industrial cybersecurity, supply chain integration support, compliance management, and dedicated account management with same-day support guarantees.
Factors that increase manufacturing IT costs include:
- Complex operational technology environments with multiple production lines
- Regulatory compliance requirements (FDA, ISO, automotive standards)
- 24/7 production schedules require constant monitoring and support
- Integration requirements between business systems and manufacturing execution systems
- Enhanced cybersecurity needs for protecting industrial control systems
- Business continuity requirements with minimal acceptable downtime
Cost comparison considerations show that manufacturing-focused MSPs typically charge 25-50% more than generic business IT providers, but this premium pays for specialized expertise that prevents costly production downtime. A single avoided production shutdown often justifies the annual cost difference.
Remember that the cheapest option rarely delivers the operational reliability manufacturing companies need. Focus on providers who offer straightforward pricing with clear service level agreements and proven experience preventing the kind of IT issues that shut down production lines.
Do Small Manufacturing Companies Really Need Managed IT Services
Small manufacturing companies absolutely benefit from specialized managed IT services, often more than larger manufacturers who have internal IT staff. With 5-100 employees, small manufacturers typically lack the internal expertise to manage both business IT systems and operational technology while maintaining the uptime their production demands.
Resource constraints make managed services particularly valuable for small manufacturers who can’t justify hiring full-time IT staff with both business and industrial technology expertise. A manufacturing-focused MSP provides access to specialized knowledge that would cost significantly more to develop internally.
Production vulnerability increases for small manufacturers because they often lack redundant systems and backup procedures that larger companies maintain. When their primary systems fail, small manufacturers face complete production shutdowns rather than partial capacity reductions, making reliable IT support critical for business survival.
Compliance requirements don’t scale down for smaller companies—small manufacturers face the same regulatory standards as large corporations but with fewer resources to manage compliance. Managed services provide access to compliance expertise and documentation that small internal teams struggle to maintain.
Growth planning becomes easier when small manufacturers partner with MSPs who understand how to scale technology infrastructure alongside production capacity. Rather than making expensive mistakes with technology investments, small manufacturers get strategic guidance from experienced providers.
Cost-effectiveness emerges when you compare managed services costs against the potential losses from production downtime, cybersecurity incidents, or compliance violations. Small manufacturers typically see positive ROI within months of implementing proper manufacturing IT support.
Choose managed IT services if your small manufacturing company operates critical production equipment, faces regulatory compliance requirements, or lacks internal staff with both IT and manufacturing expertise. The peace of mind and operational reliability justify the investment for most small manufacturers.
Which MSP Specializes Specifically in Manufacturing Environments
Finding MSPs that truly specialize in manufacturing environments requires looking beyond marketing claims to evaluate experience, certifications, and client references in industrial settings. True manufacturing specialists demonstrate deep understanding of operational technology, regulatory compliance, and the unique uptime requirements that production environments demand.
Look for providers with manufacturing client portfolios that include companies similar to your size and industry. Ask for specific references from manufacturers who can discuss how the MSP handles production-critical issues, schedules maintenance around manufacturing operations, and manages the integration between business and operational systems.
Evaluate technical certifications and expertise in industrial automation, cybersecurity frameworks like NIST, and relevant industry standards. Manufacturing-focused MSPs should have staff with certifications from organizations like ISA (International Society of Automation), relevant vendor certifications for industrial equipment, and experience with manufacturing execution systems.
Assess their understanding of manufacturing workflows by asking detailed questions about how they handle production schedule conflicts, emergency response procedures, and change management in operational environments. Generic IT providers will give vague answers, while manufacturing specialists will demonstrate specific knowledge of industrial processes.
Review their service offerings for manufacturing-specific capabilities like OT network monitoring, industrial cybersecurity, supply chain integration support, and compliance management. Standard business IT services don’t address the unique requirements of manufacturing environments.
Geographic considerations matter because manufacturing emergencies require rapid on-site response. Look for providers with local presence and technicians who can reach your facility quickly when production systems need immediate attention.
Manufacturing specialists typically serve specific geographic regions rather than operating nationally, focusing their expertise on building deep relationships with local manufacturing communities where they can provide personalized service and rapid response when production issues arise.
How Do I Know If My Current MSP Understands Manufacturing Workflows
Your current MSP demonstrates manufacturing workflow understanding through its approach to maintenance scheduling, emergency response procedures, and integration between your business and production systems. If they treat your manufacturing environment like an oversized office network, they likely lack the specialized knowledge your operation requires.
Maintenance scheduling practices reveal whether your MSP understands manufacturing priorities. Manufacturing-aware providers schedule updates and maintenance during planned production downtime, coordinate with production managers before making changes, and understand which systems are critical for different production schedules.
Emergency response procedures show manufacturing expertise when your MSP has escalation processes that prioritize production-critical issues, maintains after-hours contact procedures for manufacturing emergencies, and understands which system failures require immediate attention versus those that can wait until business hours.
System integration knowledge becomes apparent when your MSP can explain how your business systems connect to production equipment, understand the data flow between manufacturing execution systems and enterprise resource planning software, and recognize the security implications of OT/IT convergence.
Red flags that indicate limited manufacturing understanding include:
- Scheduling maintenance during production hours without consultation
- Treating all IT issues with the same priority regardless of production impact
- Inability to explain how network changes might affect manufacturing systems
- Lack of familiarity with industrial protocols or manufacturing software
- Generic security recommendations that don’t address OT environments
- Business-hour-only support for production-critical systems
Communication patterns also reveal manufacturing expertise when your MSP uses appropriate terminology, asks relevant questions about production schedules, and demonstrates understanding of how IT decisions affect manufacturing operations rather than just focusing on technical specifications.
If your current provider consistently demonstrates these manufacturing workflow gaps, consider evaluating specialized alternatives that understand that manufacturing IT requires different approaches than standard business technology support.
What Certifications Should a Good Manufacturing IT Provider Have
Manufacturing IT providers should maintain certifications that demonstrate expertise in both traditional information technology and specialized operational technology environments. Look for combinations of business IT certifications with industrial automation and cybersecurity credentials that show a comprehensive understanding of manufacturing technology requirements.
Industrial automation certifications from organizations like ISA (International Society of Automation) demonstrate knowledge of manufacturing control systems, industrial protocols, and OT security frameworks. Relevant certifications include ISA/IEC 62443 cybersecurity series and vendor-specific certifications for major industrial equipment manufacturers.
Cybersecurity certifications should include both general security credentials like CISSP or Security+, and specialized industrial cybersecurity certifications. Manufacturing environments require an understanding of the NIST Cybersecurity Framework, ICS-CERT guidelines, and industry-specific security standards.
Business IT certifications remain important for managing the office technology that integrates with manufacturing systems. Look for Microsoft, VMware, Cisco, or other major vendor certifications that demonstrate competency in enterprise networking, server management, and business application support.
Industry-specific certifications may be required depending on your manufacturing sector. Food manufacturers might need providers familiar with FDA regulations, while automotive suppliers require an understanding of IATF standards, and pharmaceutical manufacturers need GMP compliance expertise.
Compliance and audit certifications like SOC 2, ISO 27001, or industry-specific frameworks demonstrate the provider’s ability to maintain documentation and controls that manufacturing companies need for regulatory compliance and customer audits.
Continuing education requirements ensure certifications stay current with evolving technology and security threats. The best manufacturing IT providers invest in ongoing training that keeps their teams updated on emerging industrial cybersecurity threats, new manufacturing technologies, and changing compliance requirements.
Don’t just count certifications—ask how the provider applies this knowledge to solve manufacturing-specific challenges and request examples of how their certified expertise has helped similar manufacturing clients avoid problems or improve operations.
What Technology Infrastructure Do Most Manufacturing Companies Need
Most manufacturing companies require hybrid IT infrastructure that seamlessly integrates traditional business systems with operational technology that controls production equipment. This infrastructure must prioritize reliability and uptime while providing the connectivity and data integration that modern manufacturing demands.
Network infrastructure forms the foundation with segregated networks that separate business IT from operational technology while allowing controlled data exchange. Manufacturing networks need redundant connections, industrial-grade switches that handle harsh environments, and wireless systems that support mobile devices on the plant floor.
Server and storage systems must provide high availability for both business applications and manufacturing execution systems. Look for redundant server configurations, backup systems with rapid recovery capabilities, and storage solutions that handle both traditional business data and real-time manufacturing information.
Cybersecurity infrastructure requires layered protection, including firewalls designed for industrial protocols, network monitoring systems that understand manufacturing traffic patterns, and endpoint protection that works with both computers and industrial devices without interfering with production operations.
Business application systems typically include enterprise resource planning (ERP) software that integrates with manufacturing execution systems (MES), quality management systems, and supply chain management platforms. These systems need reliable connectivity and integration capabilities that support real-time production decisions.
Operational technology components encompass the industrial control systems, SCADA networks, and human-machine interfaces that run production equipment. While you may not need your MSP to manage these systems directly, your IT infrastructure must support and protect these critical manufacturing components.
Backup and disaster recovery systems become critical for manufacturing, where extended downtime creates significant losses. Infrastructure should include both business data backup and operational system recovery capabilities with recovery time objectives measured in hours, not days.
The specific infrastructure requirements vary based on your manufacturing processes, regulatory requirements, and growth plans, but all manufacturing companies benefit from infrastructure designed around operational reliability rather than just cost optimization.
What Are Common IT Mistakes Manufacturers Make with Technology
Manufacturing companies frequently make costly IT mistakes by applying office-focused technology strategies to industrial environments that have fundamentally different requirements. These mistakes often stem from treating manufacturing IT as an extension of business IT rather than recognizing the unique operational and security needs of production environments.
Inadequate network segmentation represents one of the most serious mistakes, where manufacturers connect operational technology directly to business networks without proper security controls. This creates cybersecurity vulnerabilities and allows business network issues to affect production systems.
Ignoring operational technology in IT planning leads to security gaps and integration problems when manufacturers focus IT investments on business systems while neglecting the industrial control systems that run their production equipment. This creates blind spots in monitoring, backup, and security coverage.
Choosing generic IT providers without manufacturing expertise results in support that doesn’t understand production priorities, maintenance scheduling conflicts, or the operational impact of IT decisions. These providers often create more problems than they solve in manufacturing environments.
Insufficient backup and disaster recovery planning for manufacturing-specific systems leaves companies vulnerable to extended production shutdowns. Standard business backup solutions don’t address the rapid recovery requirements and operational system dependencies that manufacturing companies face.
Reactive maintenance approaches that wait for system failures before taking action create unnecessary production risks and higher costs. Manufacturing environments need proactive monitoring and preventive maintenance that identify problems before they affect production.
Compliance oversights occur when manufacturers don’t properly document IT controls, security measures, or change management procedures required for industry regulations or customer audits. These gaps can result in compliance violations and lost business opportunities.
Underestimating cybersecurity risks in manufacturing environments leads to inadequate protection for operational technology and insufficient incident response planning for attacks that could shut down production lines or damage equipment.
Avoid these mistakes by working with manufacturing-focused IT providers who understand operational requirements and can help you develop technology strategies that support rather than hinder your production goals.
Can Managed IT Services Help with Supply Chain Technology Integration
Managed IT services absolutely help manufacturing companies integrate supply chain technologies, providing the expertise and infrastructure needed to connect securely with suppliers, customers, and logistics providers. Modern manufacturing success depends on real-time visibility and coordination across complex supply chains that require sophisticated technology integration.
Electronic data interchange (EDI) integration enables automated communication with suppliers and customers for purchase orders, shipping notifications, and inventory updates. Manufacturing-focused MSPs can implement and manage these connections while ensuring data security and system reliability.
Supplier portal integration allows secure access for vendors to view production schedules, submit quality documentation, and coordinate deliveries. Managed services providers handle the security, user management, and system integration required to make these portals work effectively without creating cybersecurity risks.
Inventory management system integration connects your manufacturing execution systems with supplier inventory data, customer demand forecasts, and logistics tracking information. This integration requires expertise in both manufacturing systems and external API connections that specialized MSPs provide.
Supply chain visibility platforms aggregate data from multiple sources to provide real-time insights into supplier performance, inventory levels, and delivery schedules. MSPs can implement and maintain these platforms while ensuring data accuracy and system performance.
Logistics and shipping integration connects manufacturing systems with freight carriers, warehouse management systems, and customer tracking portals. This integration enables automated shipping notifications, real-time delivery tracking, and exception management when shipments face delays.
Security considerations become critical when connecting internal manufacturing systems to external supply chain partners. Manufacturing-focused MSPs implement secure connection protocols, monitor for suspicious activity, and maintain access controls that protect your production data while enabling necessary collaboration.
Compliance management for supply chain integrations ensures that data sharing meets industry regulations and customer requirements while maintaining audit trails and documentation needed for compliance reporting.
Effective supply chain technology integration requires understanding both manufacturing operations and external system capabilities, making specialized managed services valuable for implementing and maintaining these critical business connections.



